info[a]pppars.com
۰۲۱-۲۶۴۰۱۰۱۲
( ۱۵ الی )
ثبت سفارش
صفحه اصلی
محصولات
پیچ
استاد بولت
پیچ شش گوش
پیچ آلن
پیچ مغزی
پیچ یو بولت
پیچ تی
پیچ چشمی
پیچ خودکار
مهره
مهره شش گوش
مهره باریک
مهره بلند
مهره چهارگوش
مهره جوشی
مهره خروسکی
مهره سربسته
واشر
واشر تخت
واشر بشقابی
واشر خورشیدی
واشر چهار گوش
درباره ما
درباره ما
چارت سازمانی
دانلود کاتالوگ
مقالات سایت
استانداردها
استاندارد ASTM
استاندارد BS
استاندارد DIN
استاندارد ISO
آزمایشگاه
ارتباط با ما
وبلاگ
خانه
/
وبلاگ
انواع پیچ ها و کاربرد پیچ
پیشگامان پیچ پارس
31 خرداد 1402
مزایای استفاده از پیچ در صنعت ساختمان
پیشگامان پیچ پارس
24 خرداد 1402
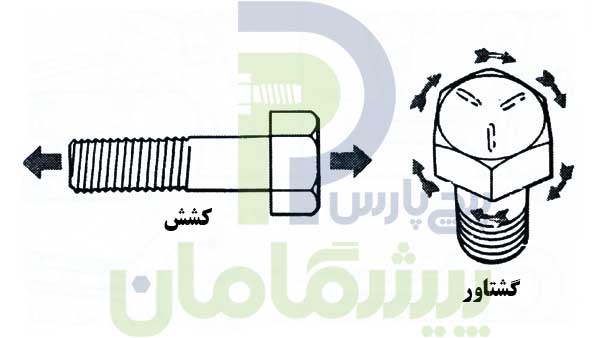
کشش و گشتاور در پیچ و مهره ها
پیشگامان پیچ پارس
14 آذر 1401
انواع مهره
پیشگامان پیچ پارس
12 مهر 1401
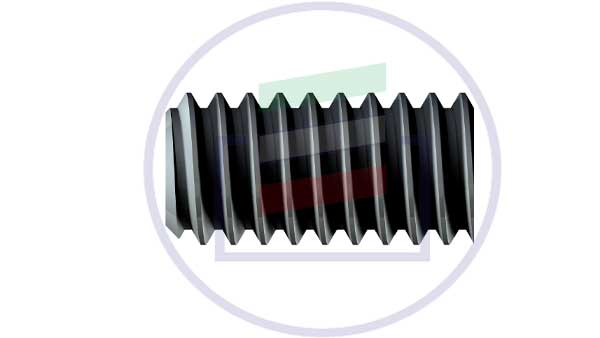
رزوه در پیچ و مهره
پیشگامان پیچ پارس
21 شهریور 1401
مقدمه ای از کتاب مرجع کاربردی رنگ و پوشش بر پایه اطلس فیتز
پیشگامان پیچ پارس
19 آبان 1400
رزوه یونیفاید اینچی و متریک ISO
پیشگامان پیچ پارس
11 آبان 1400
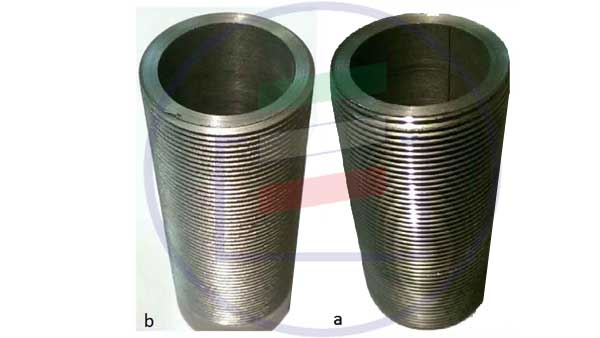
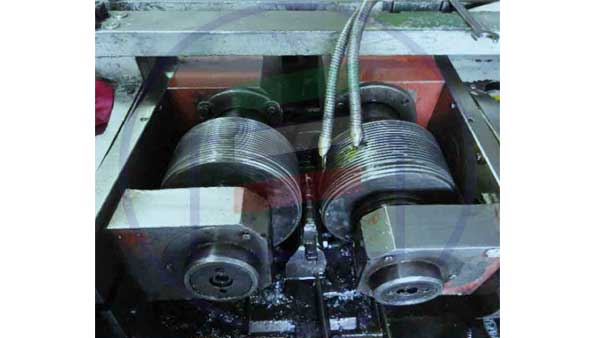
بررسی رزوه در فرايند پیچ زنی غلطکی و ماشينكاری (2)
پیشگامان پیچ پارس
30 شهریور 1400
بررسی رزوه در فرايند پیچ زنی غلطکی و ماشينكاری (1)
پیشگامان پیچ پارس
27 شهریور 1400
روش ارزیابی قابلیت اتصالات پیچی (1)
پیشگامان پیچ پارس
11 مرداد 1400
مشکلات و مسایل رایج در اتصالات پیچی
پیشگامان پیچ پارس
19 تیر 1400
آچار ها و تجهیزات بستن پیچ و مهره ها
پیشگامان پیچ پارس
13 تیر 1400
قبلی
صفحه
1
صفحه
2
صفحه
3
صفحه
4
بعدی
صفحه اصلی
محصولات
پیچ
استاد بولت
پیچ شش گوش
پیچ آلن
پیچ مغزی
پیچ یو بولت
پیچ تی
پیچ چشمی
پیچ خودکار
مهره
مهره شش گوش
مهره باریک
مهره بلند
مهره چهارگوش
مهره جوشی
مهره خروسکی
مهره سربسته
واشر
واشر تخت
واشر بشقابی
واشر خورشیدی
واشر چهار گوش
درباره ما
درباره ما
چارت سازمانی
دانلود کاتالوگ
مقالات سایت
استانداردها
استاندارد ASTM
استاندارد BS
استاندارد DIN
استاندارد ISO
آزمایشگاه
ارتباط با ما